
汚泥の炭化・バイオ炭事例


最適な炭化条件を
探しながらの取組み
- 対象物 有機汚泥
- 投入時含水率 84%
- 炭化後含水率 7-2%
- 大量に発生している汚泥処理
- 廃棄物処理コスト削減
- 肥料としての活用可能性
テスト環境
| テキスト | テキスト | テキスト | テキストテキストテキストテキスト |
|---|---|---|---|
| テキスト | テキストテキストテキスト | テキストテキスト | テキストテキストテキスト |
| テキスト | テキストテキスト | テキスト | テキストテキスト |
| テキスト | テキストテキストテキスト | テキスト | テキストテキストテキスト |
| テキスト | テキストテキストテキスト | テキスト | テキストテキストテキスト |
| テキスト | テキストテキストテキスト | テキスト | テキストテキストテキスト |

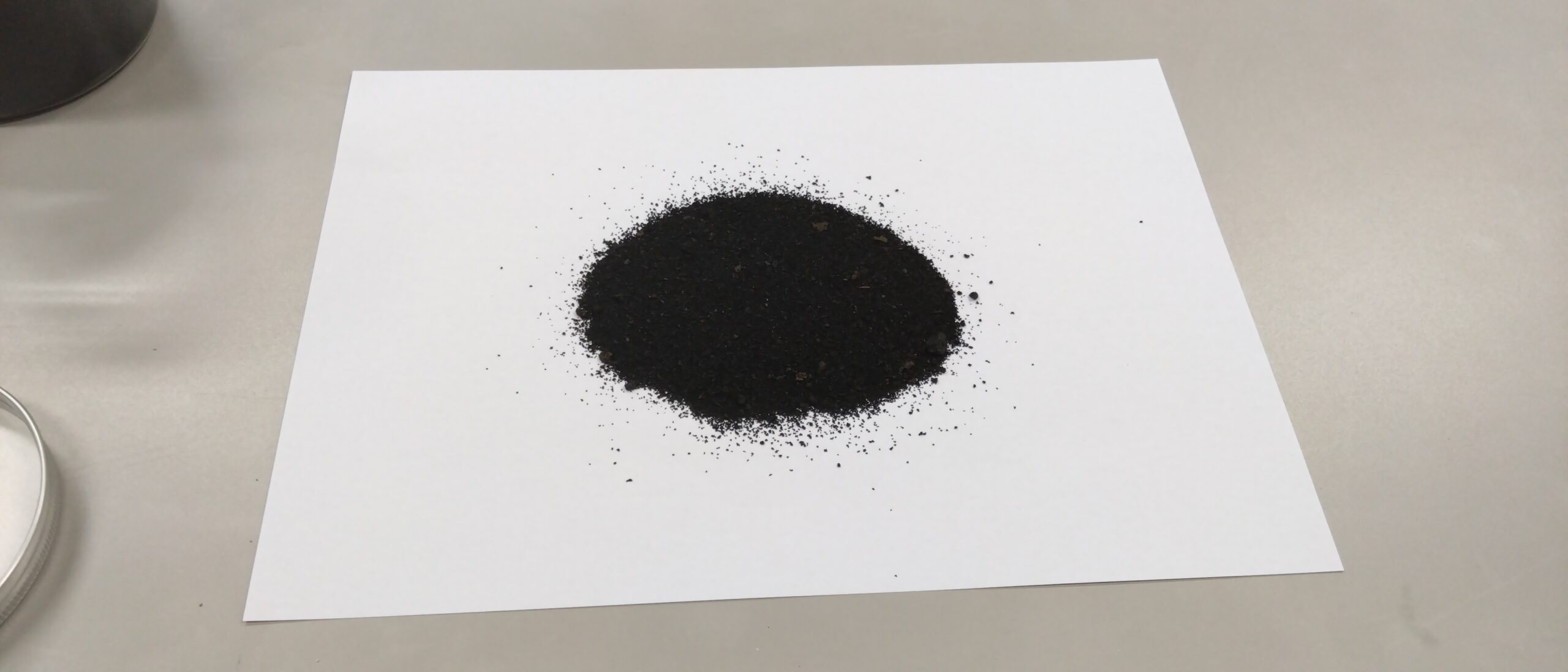
当社の過熱水蒸気式炭化装置を用いて
炭化テストを実施

色味としては、真っ黒ではないものの
炭化されている状態
お客様の課題とご要望
私たちは、工場内で発生する脱水汚泥の処理について、年間約600トンにも及ぶ発生量をいかに減容し、有効活用していくかを模索していました。当工場では大半の電力を自社発電で賄っているため、電気代が非常に安価に抑えられています。そのため、この電力の強みを活かした「バイオ炭化」が有力な選択肢として挙がっていました。
当初の私たちの希望は、汚泥を「炭化」と「半炭化」の2つの状態に処理し、まずは大幅な減容を図ることでした。最終的な出口戦略(用途)は明確には定まっていなかったものの、出来上がったサンプルを基に、自社内での肥料化など、どのような可能性があるのかを模索したいと考えていました。
そんな時、過去にWEBでやり取りをさせていただいた貴社に、実際の工場汚泥を使った炭化テストを依頼。私たちの要望は、明確に「半炭化(目標含水率3%)」と「炭化(目標含水率0%)」を分けてテストし、それぞれの可能性を探ることでした。
テストを実施していただき、低温度帯(300度手前)と高温度帯(400℃台後半)の条件で炭化を行いました。その結果、元の含水率84%の汚泥を、低温度帯では7%、高温度帯では2%まで下げる炭化品サンプルを作成することに成功しました。さらに、炭化装置に詳しくない私たちにも理解できるよう、テスト時の電力やコストといった条件を詳細に記載した報告書を作成・共有していただきました。
一方、成分的な要因があり、連続式の炭化装置では構造的に炭化が難しいということも明らかになりました。連続式過熱蒸気式炭化装置での継続的な運用は断念となりましたが、一方で他の炭化方法であれば可能性は残っていることも同時に示唆をもらいました。
今回は残念ながら実運用に向けた仕様決定には至りませんでしたが、この綿密なテストと詳細な報告のおかげで、私たちの汚泥をバイオ炭化する際のハードルの高さや、事業計画における現状の立ち位置を正確に把握することができました。安易に導入を勧めるのではなく、事実に基づく明確な検証結果を提示していただいたことに感謝しています。今後はこの結果を元に、他の炭化製造技術候補を合わせて検討をしていき、可能性の模索をしていきたいと思います。
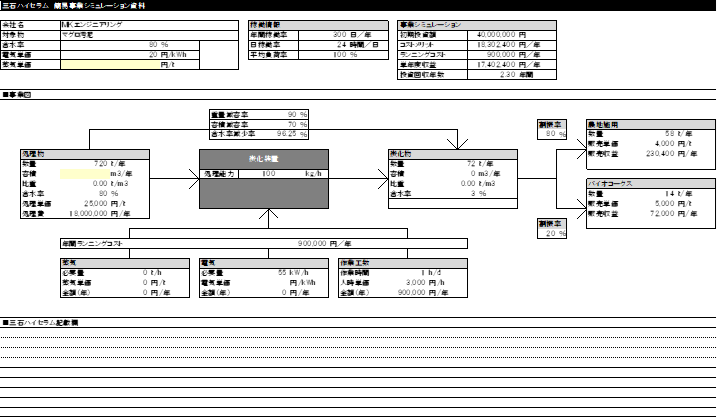
投資効果シミュレーションシート
他にも多数の事例をご紹介しています、
気になることはお気軽にご相談ください